《外装カーテンウォールとのマッチング》
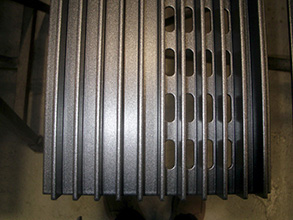
当該建物の外装カーテンウォールは、ゲークグレーとライトブラウン系の2色メタリック系粉体塗装を施すことで、石及びLow-Eガラスとのコントラストを表現した形となっているその中で、当初、外装カーテンウォールに取り合う床グレーチングは、スチールに現場塗装塗りの仕様であった。実大モックアップ製作のおり、お立会い頂いた施主色設計の方から「床グレーチングも何とか同じ粉体塗装でお願いできないか?」との要望が出された。
![]()
アルミニウム合金材料
工場塗装工業会
Aluminum Alloy
Baking Enamel
Coaters Association
環境対応型高品質焼付け塗装システムの日本における展開について(文:野平修氏)*
Chapter 8
─ M1計画 ─

施主: M不動産 設計: N建設計 施工: 鹿島東京建築支店 グレーチング製造・施工: ヤマキ工業
当該建物の外装カーテンウォールは、ゲークグレーとライトブラウン系の2色メタリック系粉体塗装を施すことで、石及びLow-Eガラスとのコントラストを表現した形となっているその中で、当初、外装カーテンウォールに取り合う床グレーチングは、スチールに現場塗装塗りの仕様であった。実大モックアップ製作のおり、お立会い頂いた施主色設計の方から「床グレーチングも何とか同じ粉体塗装でお願いできないか?」との要望が出された。
スチール+現場SOP塗装から粉体塗装への切り替え。幾ら内部で汎用の粉体塗装でいけるとしても、コストアップに繋がってしまう。グレーチングの製造日施工のサブコンも、粉体焼付け塗装を行うコーターも知恵を絞る。グレーチングのアルミ型材を中国で押し出し、カドワキカラーワークスヘ納品して、粉体塗装後、ダイレクト納品することでコストダウンを図った。予定価格に近づくことができ採用が決まった。いずれは、カーテンウォールの周辺部材にも粉体塗装は使用されると思っていたが、こうして適用の第1号となった。



カーテンウォールの周辺部材とはいえ、超高層ビル案件であるから、その製造個数は膨大なものとなる。ラインにおいて大量生産をしていかなければならない場合に一番注意しないといけないことは、各種の生産設定条件をミスしてしまうと、生産した全品は不良品となってしまう。そこで、グレーチングのラッキングの仕方や塗装の方法(自動ガンによる塗装と手吹きによる補正塗装)、ラインスピードの設定、昇温速度ロキープ時間の管理などについて事前に十分検討を行った。
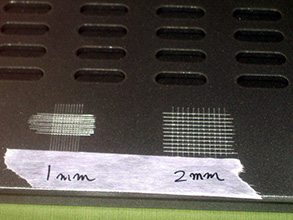
製造のプロセス管理も重要であるが、できた品物の製品チェックも大切である。塗1莫の密着性を調べるクロスカット試験、塗膜の硬さが十分かを確認する鉛筆硬度試験、アンダーベークが起きていないかをチェックする耐溶剤性試験等、各種の品質管理項目について実施した。結果、大量生産であったにもかかわらず、良い品質のグレーチング部材を納品することができた。
グレーチングが現地に納まり、カーテンウォールと一体になって、やはり同一仕様で仕上げて良かったとの賞賛の声が聞かれた。周辺部材とはいえ、施主・設計のニーズに応える事ほど意義深いものはない。
*野平修氏 野平外装技術研究所代表 元鹿島建設建築本部技師長